May 7, 2025 · 2 min read
Vision AI-Based Inspection Systems: Revolutionizing Quality Control
What Are Vision AI-Based Inspection Systems?
At their core, vision AI systems combine computer vision and artificial intelligence to inspect products or processes using images or video streams. These systems are trained to recognize patterns, detect defects, and make real-time decisions that previously required human intervention.
They typically include:
- High-resolution cameras and lighting
- AI algorithms (e.g., deep learning models)
- Edge or cloud computing for processing
- Integration with manufacturing systems (e.g., PLCs, MES)
Key Benefits
1. Unmatched Accuracy and Consistency
AI-powered systems can detect defects and subtle anomalies that humans may miss — especially over long shifts.
2. Faster Throughput
Unlike human inspectors, AI systems don't tire. They process images at high speed, enabling manufacturers to maintain or even increase production rates without compromising quality.
3. Reduced Costs
While the upfront investment can be significant, long-term savings come from fewer product recalls, less rework, reduced labor costs, and minimized waste.
4. Scalability and Adaptability
Modern vision AI platforms adapt to different inspection tasks, from surface defect detection to dimension measurement and label verification.
5. Real-Time Analytics and Traceability
Advanced systems provide insights into defect trends, helping improve upstream processes and enabling full traceability for regulatory compliance.

Technology Under the Hood
Vision AI systems leverage several cutting-edge technologies:
- Convolutional Neural Networks (CNNs): Ideal for image classification and object detection.
- Edge Computing: Enables real-time processing on the production floor, reducing latency.
- Machine Learning Ops (MLOps): Tools to manage, monitor, and update AI models at scale.
- 3D Vision and Depth Sensing: For more complex inspections like volume measurement or assembly verification.
Use Cases Across Industries
- Automotive: Detect paint defects, verify assembly, or measure part dimensions.
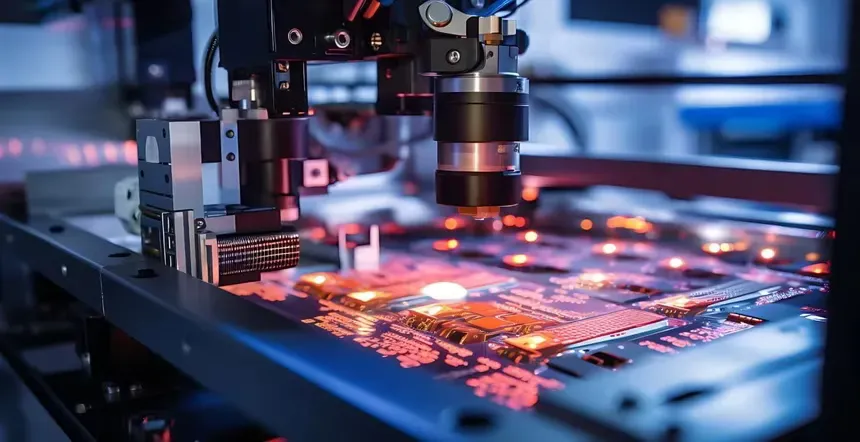
- Electronics: Inspect PCBs for soldering defects or component misplacements.
- Pharmaceuticals: Ensure correct labeling, packaging integrity, and tablet uniformity.
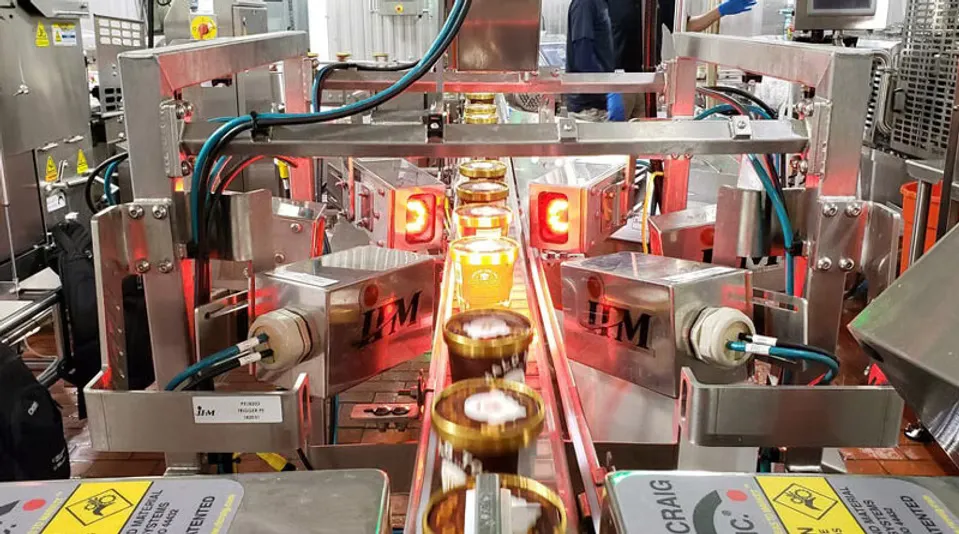
- Food & Beverage: Check for contamination, labeling errors, and fill levels.
Conclusion
Vision AI-based inspection systems represent a strategic asset combining industrial camera precision with AI intelligence. As models become more accessible and hardware costs decrease, adoption is expected to grow. Now is the time for manufacturers to explore how Vision AI can future-proof their quality control operations.